
当涉及到成型,表面光洁度非常重要,因为它会影响零件的精度,成本和功能。
三维模型通过自上而下成像和算法生成以创建逼真的样品的图像。类似的算法运行来衡量图像明暗,以确定测量的差异。这给出了在较小的部件的更多信息,从而允许传入和传出材料的进一步检查和增加质量保证。这可以用来确保对橡胶份的特定的表面光洁度从模具创建到生产成型SPC。
我们将采取深入了解在测量表面粗糙度3D成像,具有我们最新的设备组成:nSpec 3D®。
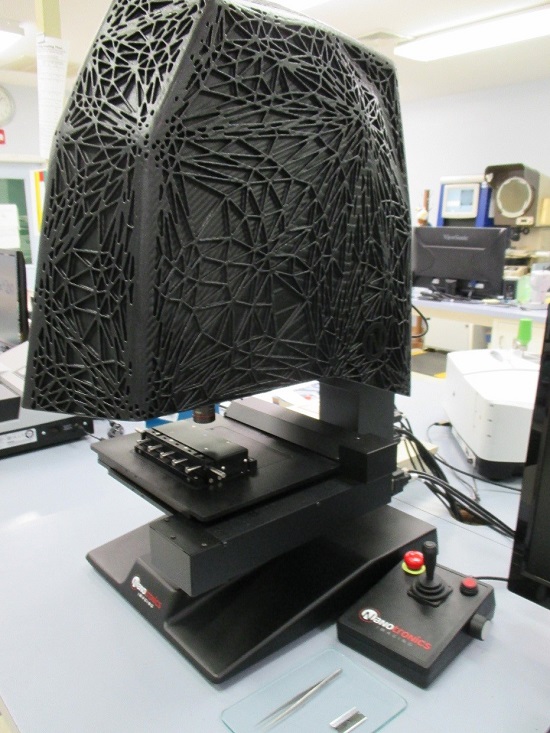
地形扫描:nSpec®3D
的nSpec®3 d地形图扫描的最新发展是由Nanotronics Imaging Inc.的仪器是提供样本的三维图像,以确定表面粗糙度的自动,快速光学显微镜。该显微镜的开发是为了满足需要更多更一致,统一扫描。这是非常容易操作,并允许同一纳米级图像的替代技术成本的一小部分。
怎么运行的
该nSpec®3D允许用户自定义的快速,可重复的和易于使用的方式为每个复杂的系统测量。它的配备,安装d提供高品质的光学元件和高分辨率相机以提供样本的清晰的图像。相机捕获在灰度和收集数据的光在每个像素上的阴影。算法计算的每个像素相对于物镜的聚焦高度的深度或高度,和编译的3D结构断2D图像的集合。取样大小通过用户定义的参数,用以捕捉在指定的时间间隔的2D图像来确定。
模型是基于三个用户定义的参数构造:Δ-Z /运动(图像间隔),该模型的规模,和端点。Δ-Z /运动确定多少空间之间存在将要采取的每个图像,而模型规模被用作分辨率的因素。端点被选择为上方和下方,其中待测量表面出现失焦。较小的Δ-Z /运动(1微米),更高的模型规模比(1.0)和端点之间更长的距离,需要以产生更详细的模型。
作为照相机捕获图像时,光传感器收集灰度被读取并通过算法运行同时翻译的数据。在成像阶段创建模型,并在结束时显示 - 存在相机完成采集图像之后没有等待时间。该软件创建一个可以旋转,移动,裁剪和放大图像。这允许在深入考察和分析上更小的部分。
标准测试验证
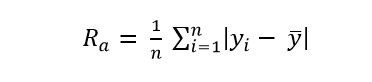
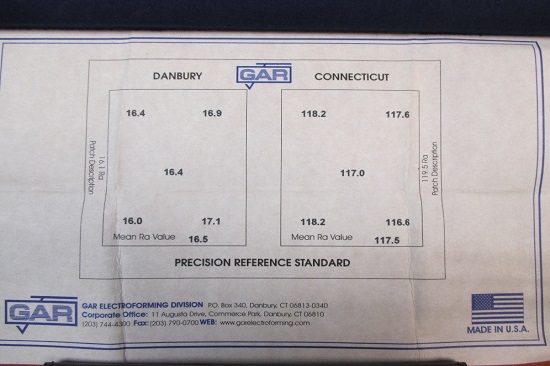
在机器被Nanotronics安装和校准之后,运行验证测量,将机器的结果与已知标准进行比较。标准参考由GAR电铸使用两个饰面与公知的表面粗糙度值。当定量的表面粗糙度,几个值被考虑。我们行业使用算术表面粗糙度值,或Ra值,由下面的等式1表示:
地点:
n =样本测量过程中采集的数据点个数
y我=采样点高度
=采样轮廓的平均高度
标准板包含两个完成µmµm Ra值16.1和119.5。2µm半径尖笔轮廓曲线仪是用来测量这些值——这是当前标准用来测量表面粗糙度的结束部分。其校准证书的背面报告了其结果,如图1所示,参考标准值:
要开始验证,必须确定适当的曝光时间和光线水平,以收集准确的数据点。曝光时间是光被接收的时间间隔,而光级是在这个时间间隔内被接收的光量。这些参数在读取零件表面反射的光时非常重要。如果图像太暗,像素被稀释到灰度级为0,这不能给出该像素处的部分表面的真实读数。相反,如果图像太亮,像素就会饱和到255的灰度级,这也会给出错误的读数。然后目标变成确定一个光水平和曝光时间,产生聚焦表面最亮的图像而不使像素饱和。
它决定一个适当的曝光时间得到最佳的光水平倒在400至600在该标准中,它被确定在一个3000μs的曝光时间,最佳光水平为16.1微米Ra和119.5微米Ra为分别575和500。这是使用该软件中提供的阈值检查确定。
结果
在确定两种表面处理的最佳光照水平后,对图像进行扫描并构建一个3D模型。扫描结果如下图2所示:
标准Ra结果比较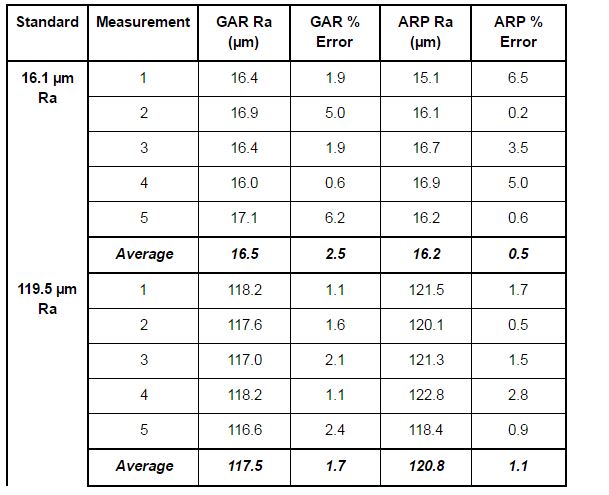
GAR代表使用,是由GAR电铸完成,而ARP表示通过3D成像我们的数据收集手写笔收集的数据。双方收到了强烈相关的预期值大的数据。显微镜甚至提供比触笔更准确的结果。这是值得欢迎的信息来建立这个新的测试方法的有效性。
应用
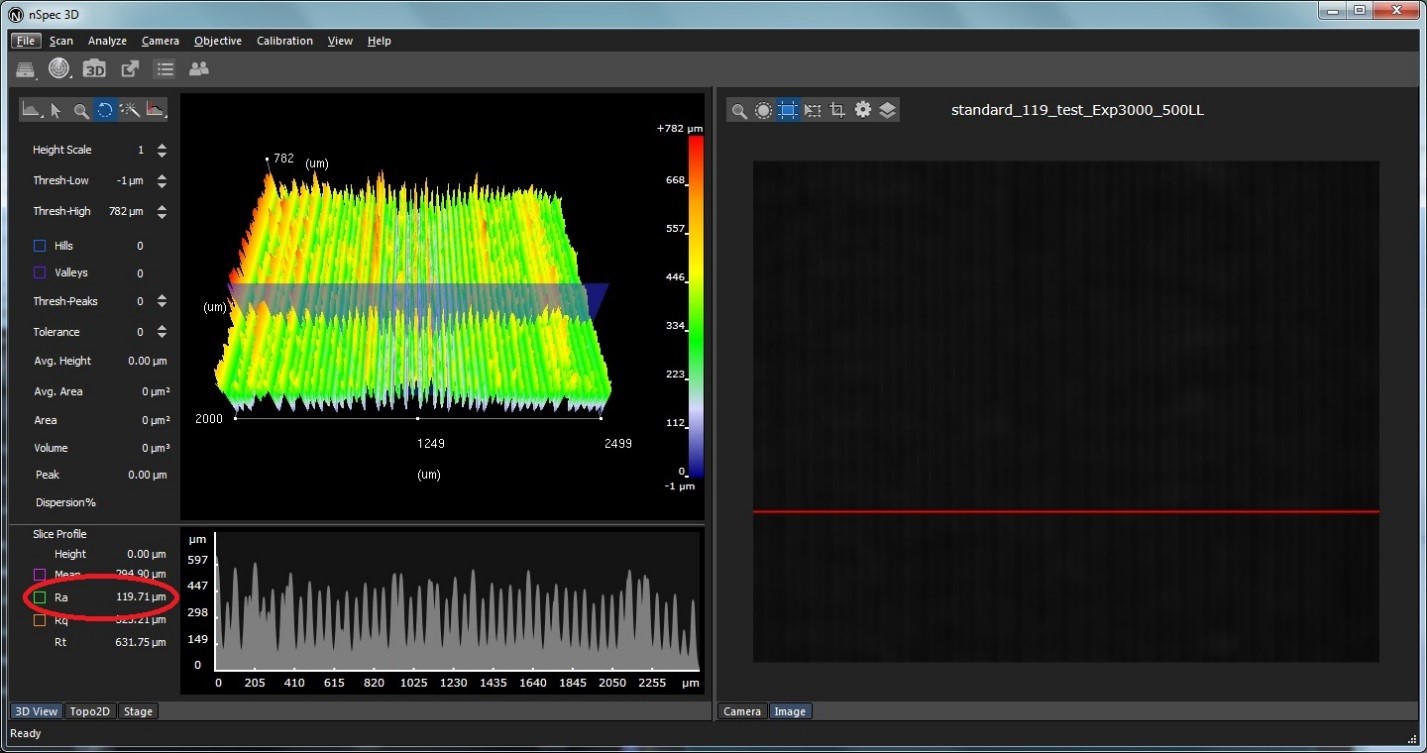
该装置的主要目的是确定在橡胶部件的表面粗糙度。添加纹理到橡胶件可以帮助减少从粘在一起并在自动装配系统造成问题的部件。表面粗糙度是从物体的理想形式中,z方向的偏差的测量。大偏差表明粗糙的表面,而小偏差表明光滑的表面。该方案提供以示出的峰和谷在材料存在物体的2D横截面视图。平面可以水平或垂直地移动,以确定沿着x轴或y轴的平均表面粗糙度。裁剪工具允许对感兴趣区域的进一步分析,提供针对所述ROI的平均表面粗糙度。图3和图4的下方显示所述操作画面:
图3:三维模型ROI
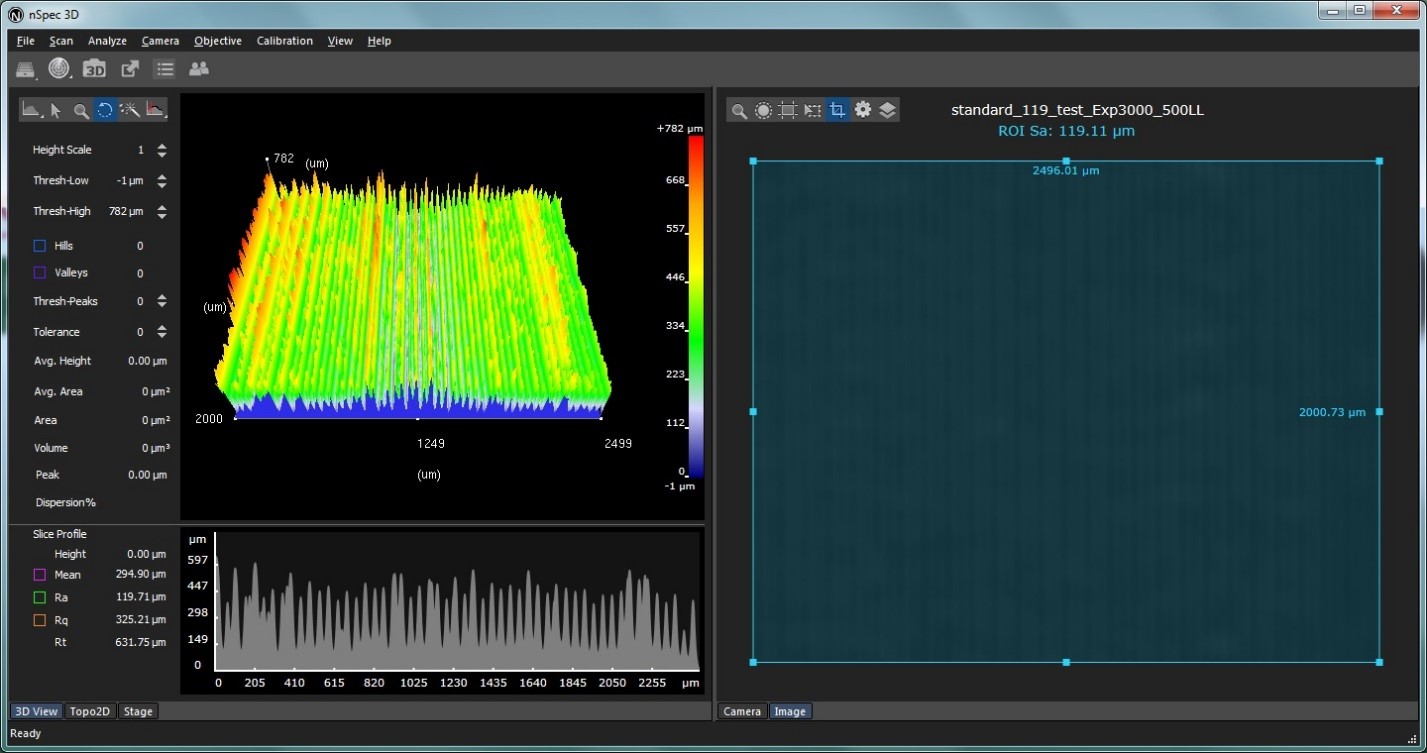
图4:3D模型断面
现在金属可以被分析了,橡胶板被塑造成不同的纹理来识别这些测量如何转化为橡胶。下面的图5是平板不同纹理的快照:
图5:测试样品板
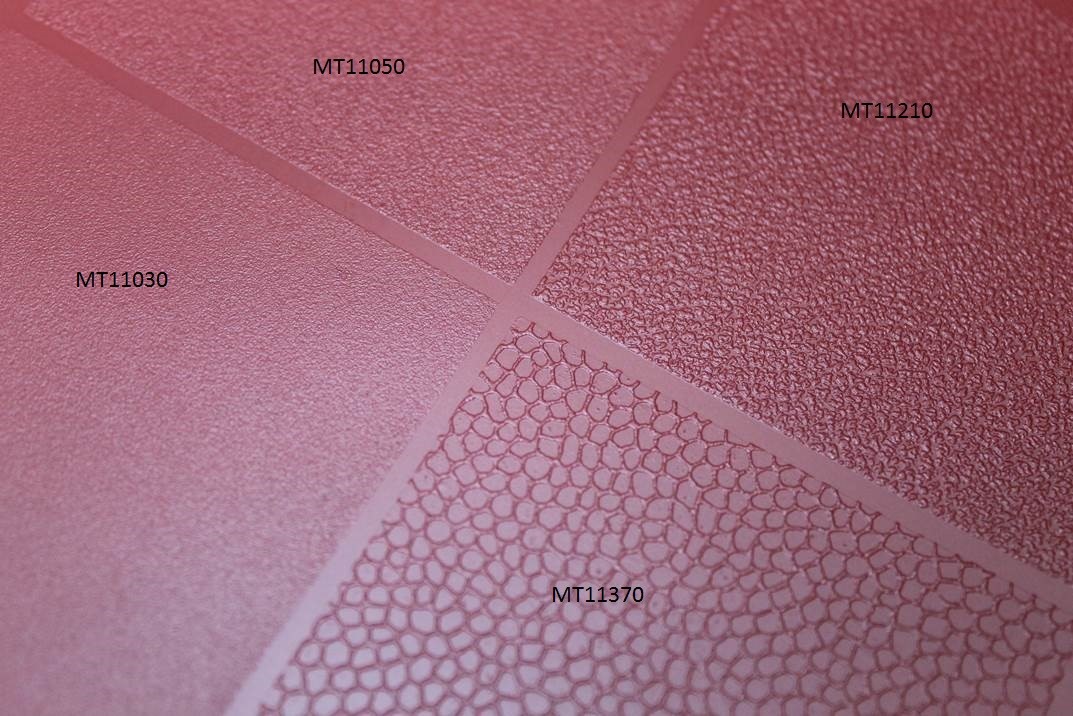
图8-11示出了由显微镜以及它们的平均粗糙度值扫描的图像。注意左边和右边的计算粗糙度值扫描之间的相关性:
图6:MT11030扫描
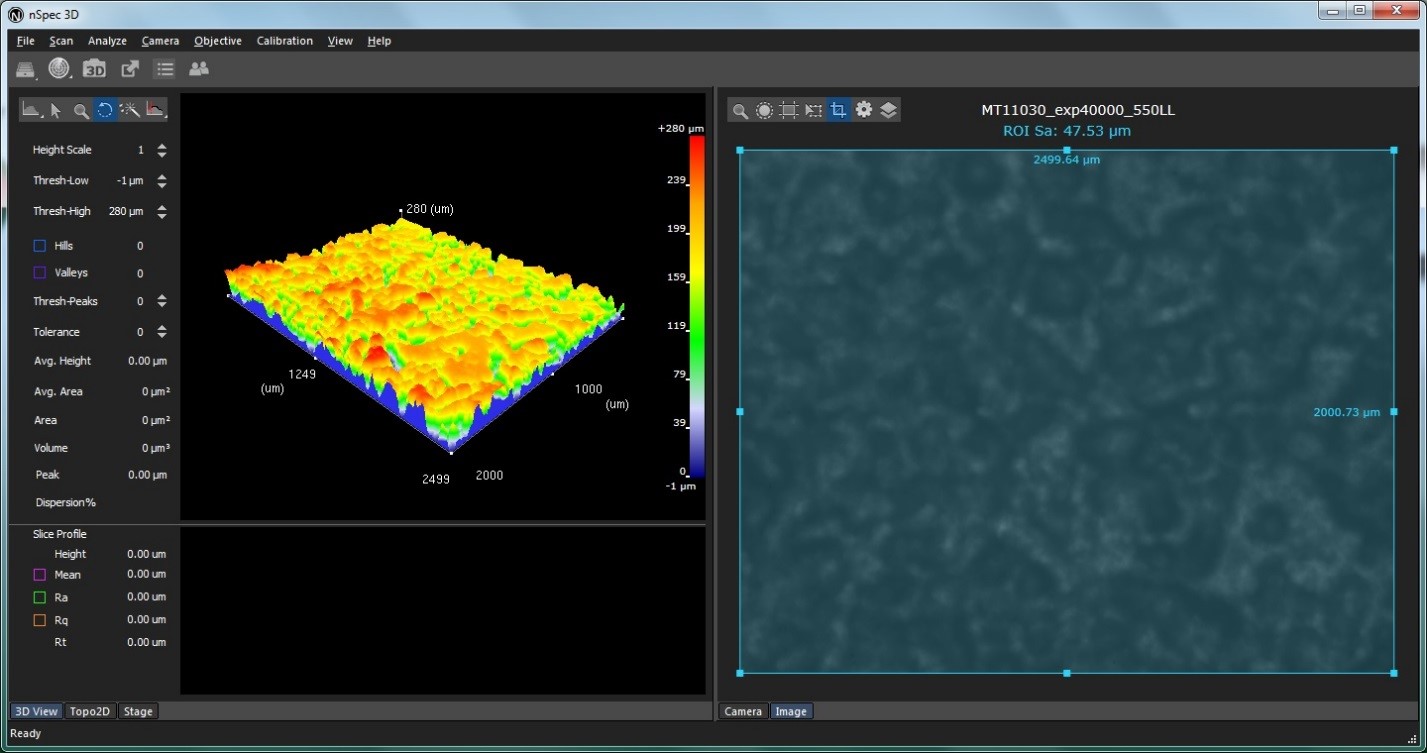
图7:MT11050扫描
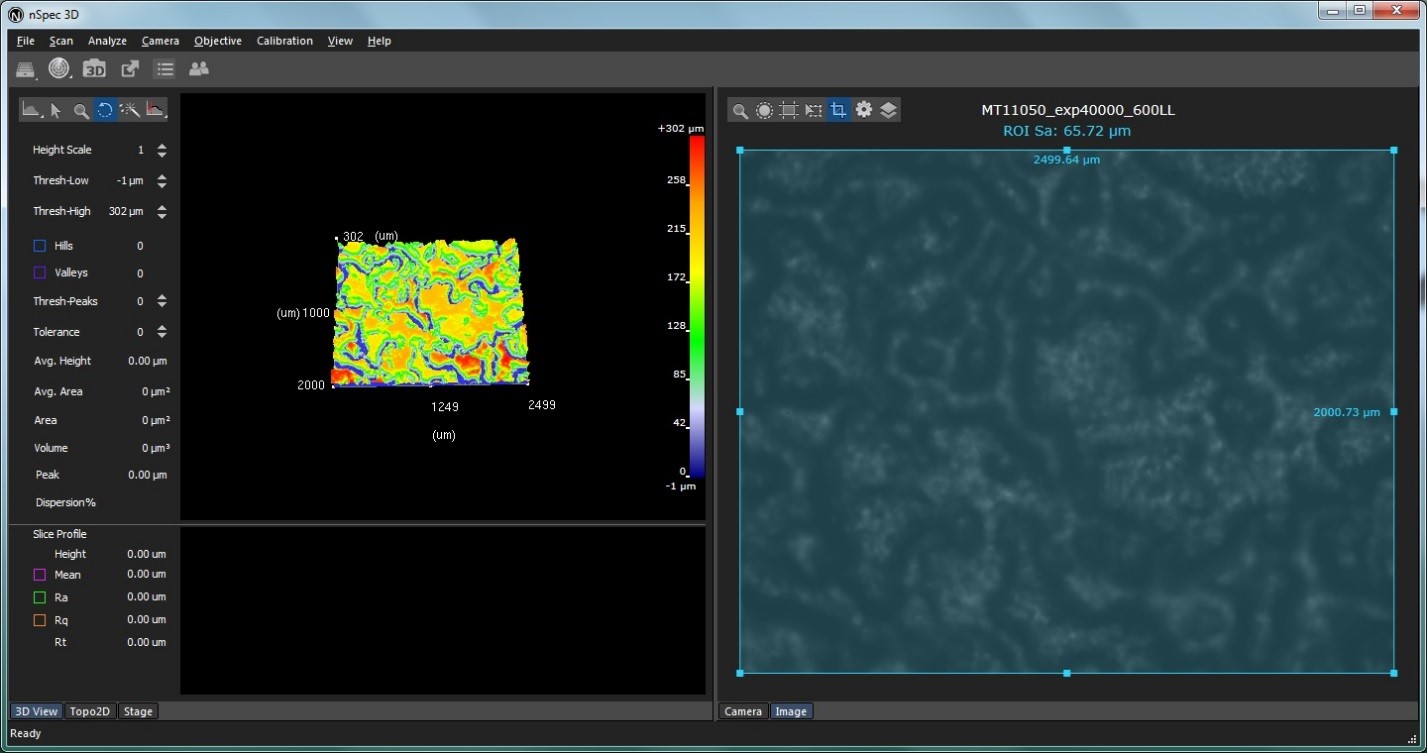
图8:MT11210扫描
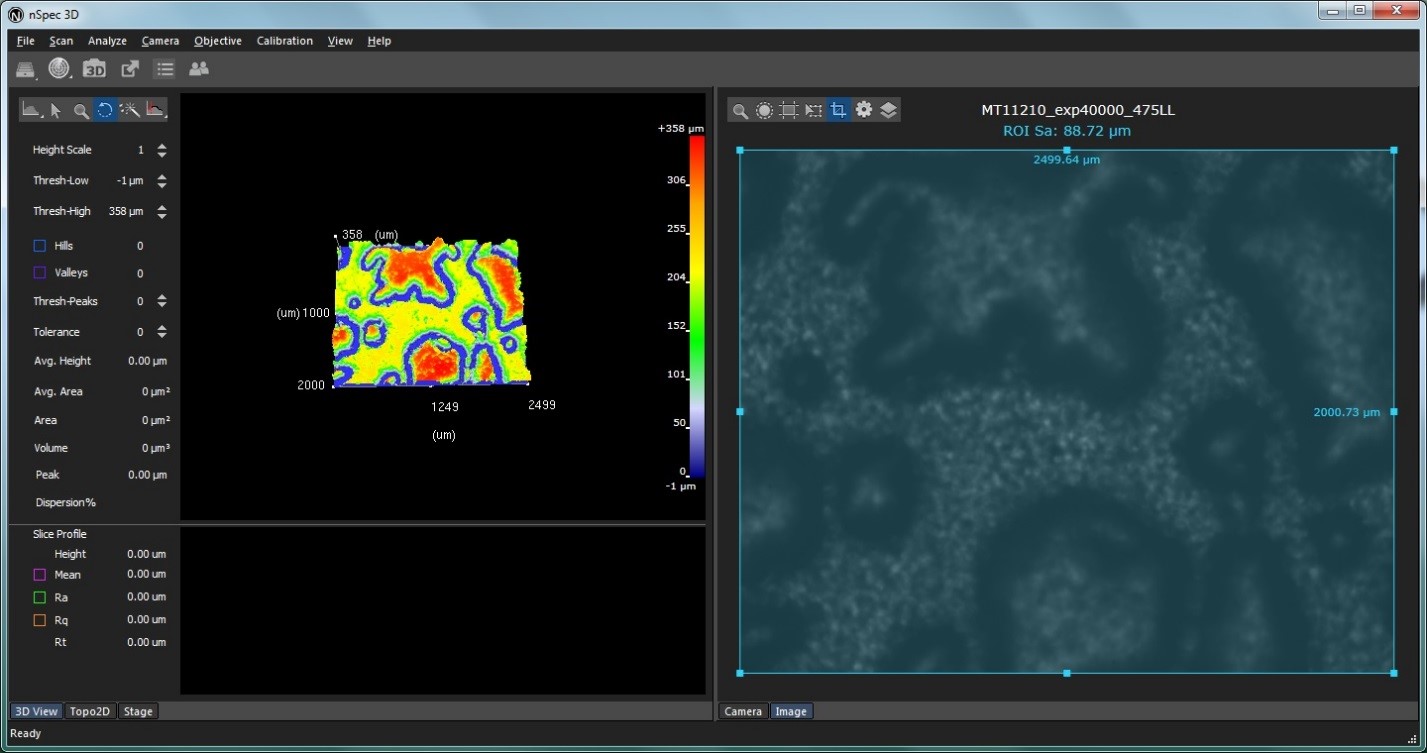
图9:MT11370扫描
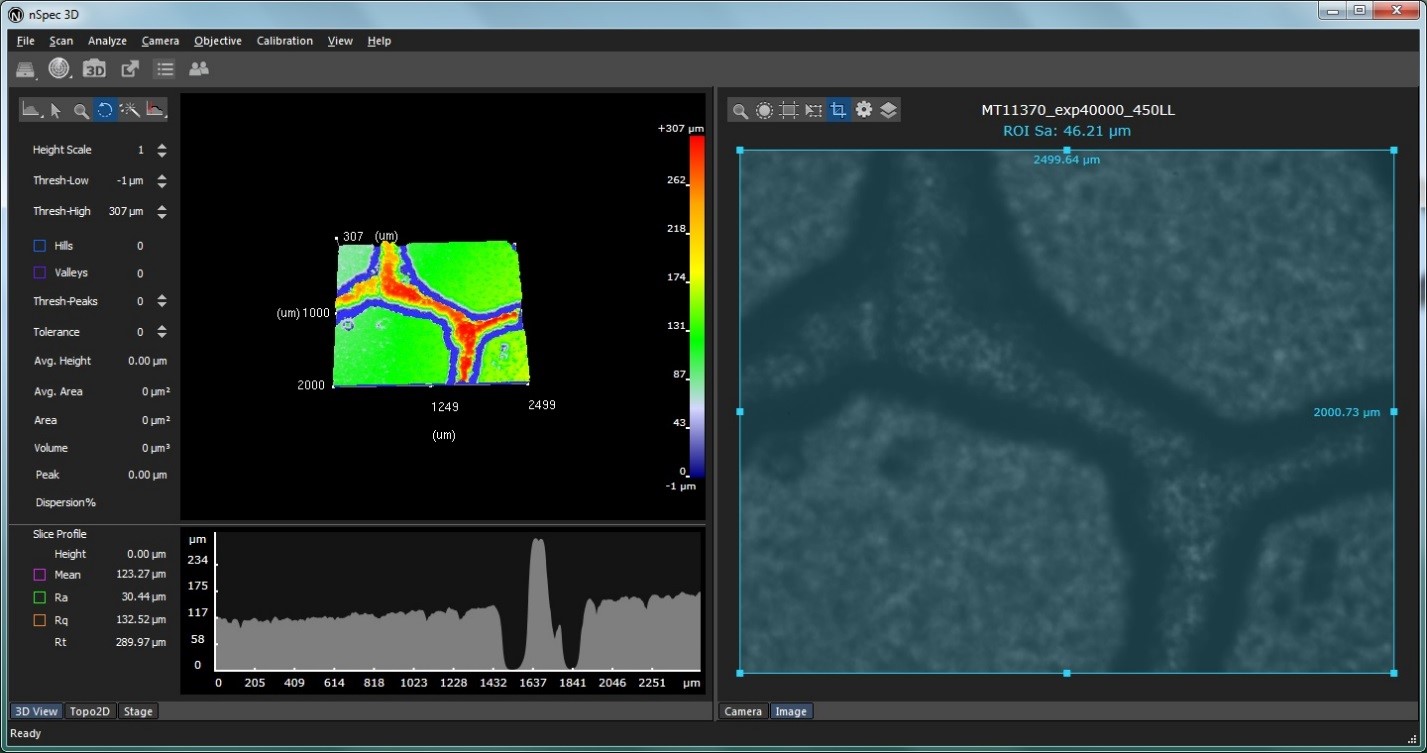
从上面的图像来看,图6到图9中的扫描显示,样本变得越来越粗糙。计算值与这一趋势相关,因为它们显示了在这个方向上表面粗糙度的增加。这为今后的应用提供了良好的指示,因为我们知道现在可以精确地测量橡胶的表面粗糙度。
优势
测量。三维成像是测量小零件和曲面的最佳方法,否则手写笔无法测量。非接触过程也消除了操作人员错误损坏样品通过处理或仪器操作。操作员可以简单地将样品放在台上,设置测量规格,点击开始,然后离开这个过程。这样,在对部分进行映像时,就可以腾出时间来完成其他任务。
参数。的nSpec®三维显微镜提供了必要的操作条件,有效地测量零件在我们的质量控制过程中。可以对程序进行排序,以精确地测量多个部件,而不需要占用其他部件和订单的时间。可以设置参数来规范特定部件的操作,以消除操作人员的错误。这些参数也可以设置为我们公司的标准或由客户自己指定,以获得客户满意所需的信息。
长寿。该显微镜还允许在延长的时间期间监测模具表面光洁度的磨损。橡胶化合物被模制的,磨蚀性填料可以随时间改变的表面光洁度。使用这种方法SPC检查可以执行,并且允许通知,该模具需要再次纹理化。这也是在确定如何以及我们的橡胶形式,我们正在使用的模具方便。通过对模具纹理与纹理的部分比较表面粗糙度,我们可以看到两个表面粗糙度值的接近匹配。
想了解更多关于表面粗糙度?
想了解更多关于表面粗糙度和3D成像吗?对显微镜或扫描过程有疑问吗?与我们联络推特,LinkedIn要么联系我们的工程团队。