
在成型过程中,升高的温度和压力被用于硫化(或“固化”)在模腔中的橡胶化合物。将所得的O形环(或其它橡胶形状),在室温下,比已使用的空腔变小。
通常是钢 - - 模具材料的热膨胀之间的差异,其中所述腔被加工并且在作为计算出的“收缩率”橡胶化合物的结果:
收缩率=(空腔尺寸 - 部分长度)/空腔尺寸)[在/典型的单位]
这种收缩值被施加到所希望的成品零件的尺寸为“扩大”的空腔中。将所得的空腔尺寸被计算为:
空腔尺寸=成品部件的长度/(1-收缩率)
例如:
物上进行收缩率测试70肖氏A丁腈橡胶(丁腈橡胶),乙烯 - 丙烯(EP),氟硅(FVMQ),和75肖氏A氟橡胶(FKM)。氟硅氧烷和碳氟化合物材料经历称为后固化的二次硫化过程。
在后固化过程中,模制部件在通风烘箱中在由材料制造商推荐的具体时间和温度下烘烤,或在温度高于最终应用的服务温度。
这样做是为了驱除任何残余挥发物(加工助剂,固化催化剂)从最初的硫化过程中产生。这些挥发物必须被消除以减轻潜在的释气,可以是在食品,医疗,电子或其它敏感的应用污染的来源。
一个重要的注释 - 后固化也促进进一步的交联弹性体的聚合物链,其中的结果在像拉伸强度,伸长率,压缩永久变形,耐化学性,而且,对于此聚焦,附加收缩改进的物理性能。
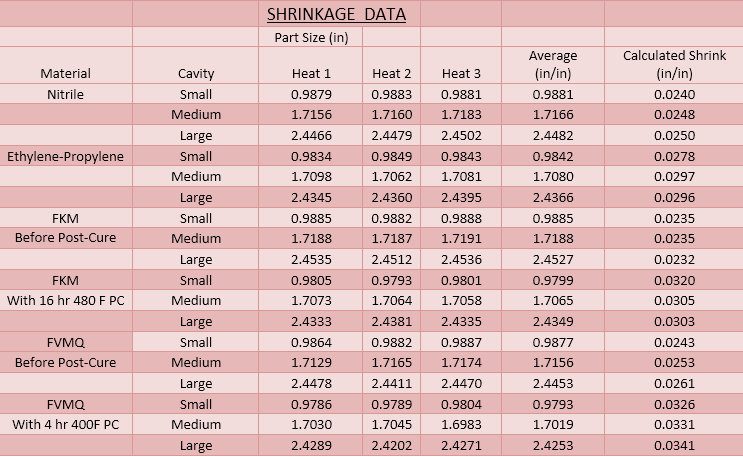
下面的图片示出了具有“小”,“中”和“已知大小的大”空腔,并且所述模制材料的氟的三个单独的加热钢传输工具。各尺寸的测量,和计算并平均每种尺寸相应的收缩率。

下表显示的空腔尺寸,成品零件的测量和计算出收缩率。

材料收缩并不总是容易预测,有几个因素会影响橡胶的收缩率。首先,成形方法 - 与处理相结合 - 具有最大的影响。模制方法包括压缩,转印和注射。橡胶输送到空腔剪在影响粘度不同的速率的化合物中,流动,聚合物取向,并且,每个方法最终,当橡胶部硫化收缩。
典型的加工调整包括温度,时间,压力(注射和钳位),和速度。较高的模具温度可导致更显着的收缩率由于模具材料的热膨胀。
即使是零件的几何形状和形状会影响有多大,钱少,具体的成品部件的功能实际上是萎缩。
收缩还可以通过添加剂如固化剂,填充剂或润滑剂的影响。过氧化物固化的材料,例如,可以有较高的收缩率,那么硫的固化体系。
在某些情况下 - 由于收缩,有时不可预测性 - 建立一个原型可能有必要。原型将尽可能地类似于将在生产环境中可以看出条件下进行测试。这是为了验证在模制过程和检查成品部件的尺寸。如有需要,腔体大小适当调整,然后做出。
原型工具可以从简单的O型圈工具来完成,以高度复杂的嵌入模。188金宝搏app官网下载小型生产工具也可以受益的客户,因为它允许部分在实际设计中尝试创建更大的腔模具生产前,要确保适当的配合。
如果一切进展顺利,已完成的部分将尺寸落在规定的公差范围。